
オリジナルパターヘッド制作がスタートしました!
1年に一度、社内の数人でチーム構成をしてオリジナルの製品開発をする「エスキャスワンプロジェクト」が始動しました!
エスキャスワンプロジェクトとは?
生砂でのステンレス鋳造を得意とする越川工業ですが、鋳物というのはどのような製品においても、製造過程で不良や欠陥が自然と出てしまう業種です。
そのため、お客様からの要望の製品を製造する際に発生した不良や欠陥に迅速に対応できるようにするために生まれたのが「エスキャスワンプロジェクト」です。
1年に一度、社内で選定した少数のメンバーで思考したオリジナル製品を設計から製造までチームで行います。
基本的には今まで製造したことのない”未知の製品”を作ることになるため、普段の製造過程で経験したことのない不良や欠陥と戦うこととなります。
そういった日常業務で味わえない”不良や欠陥への耐性”をつけることで、日常で製造する製品への品質向上へ繋げています。
まずは図面設計
今回製造するのは、ステンレスで作るオリジナルの「パター」です。
ご存知ない方のために簡単にご紹介させていただくと、パターというのはゴルフの際にグリーンという芝の上で使われるクラブの一種になります。
(実は、数多くのクラブを使い分けるゴルフクラブの中でも、ラウド中に一番多く使用するのがパターというクラブでとても重要なクラブなんです)
パターといっても色々な形状があるため、まずはどのような形状がいいのかをいろんなパターの形状を見てから想像をしました。
鋳物で製造するので、面白味や独創的なものがいいと思いマッレット寄りの形状を思いついたのですが、大きすぎると重量が出てしまうため、内側の肉を抜く形状になりました。(図面画像参照)
この形状が他のゴルフメーカーのパターにもあまりなく、加工の技術訴求としてもいいかなと思ったのも理由です。
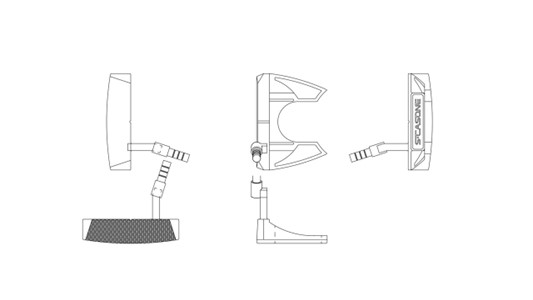
クランクシャフトタイプはロフト角3°ライ角は72°に設定し、
センターシャフトタイプはロフト角3°ライ角70°に設定しました。
型の準備
図面が完成し、ステンレスを流し込むための型を最初に準備します。
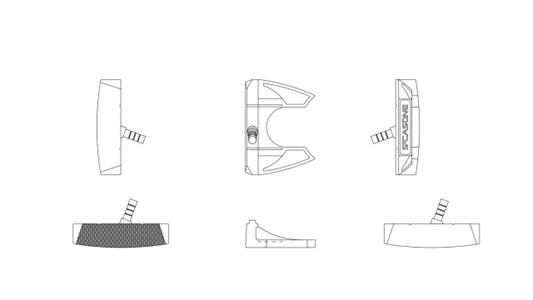
図面の設計段階では、クランクシャフトのパターとセンターシャフトのパターの2種類を設計し、1回の注湯で2タイプのものが同時に作れるようにしています。
湯廻りを考慮してある程度の肉厚と付肉を施しているのも特徴です。




実は1回目に、流し込んだステンレスの繋ぎ目部分(余分な部分なので固まったら切断します)をそれぞれのパターヘッドの中心部に置いていたのですが、鋳物の製造上での「引け」という欠陥に繋がってしまったため、繋ぎ目部分をパターヘッドの両サイドに分離させたことで、「引け」の解消につながりました。(下図に、最初に中心部に置いていたステンレスの繋ぎ目部分の跡が見えると思います)

1発で完璧なものが作れない鋳物ならではの欠陥です😅
また、ヘッド部分位「S・CAS ONE」の鋳出し文字がありますが、この文字が綺麗に形成されるかが注湯技術の腕の見せ所でもあります。
造型作業
早速、砂を入れ押し固めて型を形成します。
砂型の外観からはわかりにくいですが、この砂型の中に、先ほど紹介したパターヘッドの形状の空洞ができています。


注湯作業
そして出来上がった砂型に溶かしたステンレスを流し込みます。


第1工程完成
時間を置き、固まったステンレスの周りの砂を落として出来上がったパターヘッドがこちらになります!
形状的にも想像していた通りのものに仕上がり、第一関門突破です。
これからパターヘッドとして使えるようにするために、表面の加工や、余分なステンレスを削っていきます。



完成品の進捗についてはまたこちらのブログで更新していきますので、どのような完成品になるのかお楽しみに😄

.jpg)
