
オリジナル「BBQ&焚き火台」の制作がスタートしました!
朝晩の冷え込みも厳しくなり、秋の深まりを感じる時期となってきましたね。
そんな季節にぴったりの、オリジナル「BBQ&焚き火台」の制作フローをご紹介します!
1年に一度、社内の数人でチーム構成をしてオリジナルの製品開発をする「エスキャスワンプロジェクト」の1作目は、前回のブログでもご紹介した、オリジナルの「パターヘッド」の制作でした。
その2作品目として、今回オリジナルの「BBQ&焚き火台」の制作がスタートしました!
エスキャスワンプロジェクトとは?
生砂でのステンレス鋳造を得意とする越川工業ですが、鋳物というのはどのような製品においても、製造過程で不良や欠陥が自然と出てしまう業種です。
そのため、お客様からの要望の製品を製造する際に発生した不良や欠陥に迅速に対応できるようにするために生まれたのが「エスキャスワンプロジェクト」です。
1年に一度、社内で選定した少数のメンバーで思考したオリジナル製品を設計から製造までチームで行います。
開発の経緯
今回の制作する製品のアイディア段階として、オリジナルのコンパクトBBQグリルを考案しました。
そのきっかけは、毎年4月28日に行う社内の感謝祭で使用するために、大人数で楽しめるグリルを考えていたことでした。
今までは、半分に区切ったドラム缶の上に鉄板を敷いてみんなでBBQをしていたので、最初は同じような設計でオリジナルのBBQセットが作れないかと考えたのですが、
ドラム缶を半分に切って鍋を載せるスタイルでは、大きすぎて移動が難しく、横転した時の重量のリスクもありました。
そこで、個人キャンパーなど誰でも扱いやすいコンパクトサイズのグリルにすることにし、
直径約300ミリのどこでも使える軽量かつ安定したBBQグリルを考案しました。
その開発のプロセスをご紹介します。
図面設計
初期の設計では、足のパーツをまっすぐにして、本体に溶接する予定でしたが、使用後に収納や運搬がしやすいよう、分解可能な組み立て式に変更しました。
組み立て式にする分、パーツごとの組み合わせの際のクリアランスが要求されるためため、ガタつきが出ないようにする精度が重要になります。
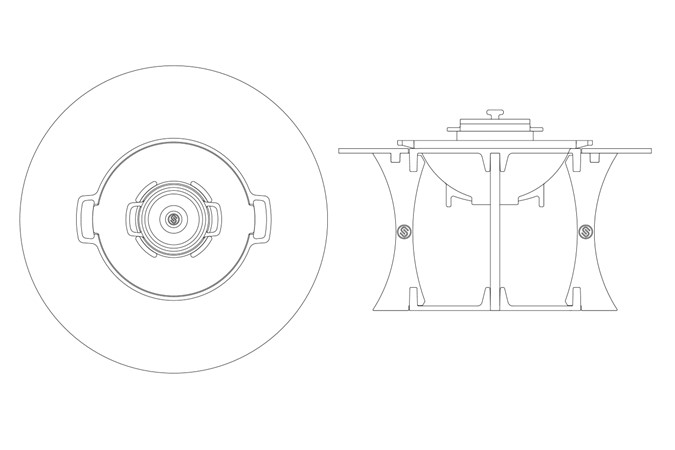

左の画像は図面、右の画像は組立時の完成イメージをCADで書き出したものになります。
型の準備
図面が完成し、ステンレスを流し込むために用意した型がこちらになります。
型の形状としては、製造工程で負担にならないように、できるかぎり重くならず、またできるだけ簡単にセッティングができるような形状を考えました。
ただ、あまり肉厚を薄くしてしまうと溶けたステンレスの湯流れが悪くなり、鋳物としての不良率が上がってしまいます。
そうすると結果的に、コストアップにつながってしまうため、経験値で形状と肉厚を調整しました。




この型の周りに砂を詰め、型を抜き取った砂型にステンレスを流し込むことで、下記の形状のステンレス製品が出来上がります。
造型作業

実際にこの型に砂を入れ押し固めて型を形成します。
この工程がとても重要で、上型と下型を合わせる際の精度が悪いと、”はぐみ”と呼ばれるズレができてしまいます。

一般的な鋳物製品の公差(製品のズレの許容誤差)は2〜3ミリとすることが多いのですが、
弊社では、他社よりも高い品質を出すために、この「造型作業」の精度に特に力を入れており、通常の製造でも1〜2ミリの高精度な仕上がりが実現する製造プロセスを行っております。
通常通りの精度が出れば、足のパーツを組み合わせた時のガタつきを抑えられると思うのですが、
しっかりと精度が出るか、腕の見せ所です。💪


型を抜き取り、ステンレスを流し込むための空間が出来上がりました。
ここにステンレスを流し込むことで、先ほどの図面のような形状で固まります。
注湯作業
出来上がった砂型に、1700℃に溶かしたステンレスを流し込みます。
流し込む型が寸法通りに製作できていても、ステンレス鋳造の場合は後工程による製品の歪みが生じるリスクが都度あるので、この注湯作業の段階でその歪み防止の対策を考慮した作業で慎重に行います。



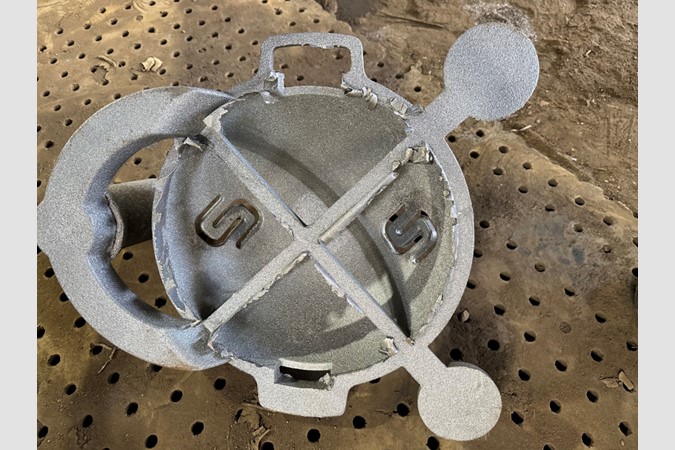
固まった直後のステンレスの様子
湯流れは問題なく、心配した”湯ジワ”とういう不良もなく、結果は良好でした。
ただ、一部に”引け巣”という不良が見られたので、製品の細かい調整などを検討していく必要がありますが、
全体としては許容範囲内のトラブルだったので、型の設計段階で考慮した計算がしっかりハマりました!😊




次回
ここから実際にBBQグリルが組み立ててうまく使用できるのか、次回のブログでご紹介したいと思います。
更新をお楽しみに!


.jpg)